-
1 mill
агрегат
1. Сборочная ед., обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других составных частей или изделия в целом и способностью выполнять определенные функции в изделии или самостоятельно.
2. Механическое соединение неск. машин, станов или устройств, работающих в комплексе (напр., многоклетевой прокатный стан).
3. См. Металлургический агрегат.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
мельница
Агрегат для измельчения тв. минерального сырья, порошков и т.п. От дробилок м. отличается более тонким помолом материала (до частиц размерами < 5 мм). В зависимости от формы и вида рабочего органа и скорости его движения м. условно подразделяют на пять групп.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
прокатный завод
прокатный стан
прокатный цех
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > mill
-
2 rolling mill
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > rolling mill
-
3 pressure
- расчетное давление
- переэксплуатация (природных ресурсов)
- максимальное допустимое рабочее давление
- максимальное допустимое аварийное давление
- испытательное заводское давление
- испытательное давление системы
- испытательное давление
- интенсивная эксплуатация
- давление страгивания
- давление распространения лавинного смятия
- давление отключения
- давление коллапса
- давление гидро- или гидростатических испытаний
- давление (металлургия)
- давление (для жидких и газообразных сред)
- давление
- аварийное давление
давление
Физическая величина, характеризующая напряженное состояние сред - жидких и газообразных, подчиняющихся закону Паскаля, - в которых при равновесии касательные напряжения отсутствуют.
[ГОСТ 8.271-77]
давление
Физическая величина, характеризующая интенсивность нормальных сил, с которыми одно тело действует на поверхность другого
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- измерения неэлектр. величин прочие
- средства измерения давления
EN
DE
FR
Смотри также
давление (для жидких и газообразных сред)
Производная вектора действующей в среде силы по площади выбранной поверхности. Является скаляром, так как только нормальная компонента вектора отлична от нуля.
Единица измерения
Па
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
давление
Физ. величина, характеризующая интенсивность нормальных (перпендикулярных к поверхности) сил, с которыми одно тело действует на поверхность другого. Если силы распределены вдоль поверхности равномерно, то давление на любую часть поверхности Р = F/S, где S - площадь этой части, F— сумма приложенных перпендикулярно к ней сил. При неравномерном распределении сил это равенство определяет среднее давление на данную поверхность, а в пределе: Р = lim dF/dS — д. в данной точ-J5-.0
В широком смысле д. разделяют на низкое (< Рт) и высокое (> Рт). Длительно действующее д. называют статическим, кратковременно действующее — мгновенным или динамическим. В покоящихся газах и жидкостях д. является гидростатическим: на любую свободную поверхность, граничащую со сжатой средой, действуют только норм, напряжения, величина к-рых не зависит от ориентировки поверхности и одинакова во всем объеме. Напряж. состояние тв. тела от действия внешней силы определяется как норм., так и касат. напряжениями (напряжениями сдвига).
Д. широко используется в металлургии, особенно в сочетании с вые. темп-рой, напр., вые. д. является основой прокатки, ковки, штамповки, прессования и др., а низкое д. — плавки, внепечной обработки (вакуумирования) жидких расплавов и др.
При прокатке в расчетах энергосиловых параметров используют также понятия контактного, ср. уд. и общего давления металла. Контактное д., т.е. норм, напряжение на дуге контакта металла с валками, находится расч. или экспер. с использов. точечных месдоз. Ср. уд. д. — это контактное д., усредненное по площади контакта металла с валками; определяется экспер. по замер, усилиям прокатки. Общее д. металла, усилие прокатки, рассчитывается как произведение ср. уд. д. на горизонтальную проекцию контактной площади очага деформации. При прокатке прямоугольных сечений со свободным уширением контактную площадь определяют как произведение длины очага деформации на ср. ширину; при прокатке в калибрах ее находят графически или аналитич. методами как площадь привел, или соответственной полосы.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
интенсивная эксплуатация
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
переэксплуатация (природных ресурсов)
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
3.74 давление коллапса (pressure, collapse): Нормативное сопротивление наружному избыточному давлению.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.75 расчетное давление (pressure, design): Максимальное внутреннее давление в течение обычной эксплуатации, отнесенное к указанной базисной высоте, по которому должен рассчитываться трубопровод или участок трубопровода.
Примечание - Расчетное давление должно учитывать условия стационарного течения на всем диапазоне значений расхода, а также возможные условия засорения и отключения для всей длины трубопровода или участка трубопровода, который должен находиться под постоянным расчетным давлением.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.76 давление гидро- или гидростатических испытаний (pressure, hydro- or hydrostatic test): См. «заводское испытание давлением».
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.77 аварийное давление (pressure, incidental): Максимальное внутреннее давление, которое, согласно расчетам, выдержит трубопровод или участок трубопровода в течение каких-либо аварийных рабочих ситуаций, в привязке к той же базисной высоте, что и для расчетного давления.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.78 давление страгивания (pressure, initiation): Наружное избыточное давление, требующееся для начала процесса лавинного смятия от зоны существующей местной потери устойчивости (местного смятия) или вмятины.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.80 максимальное допустимое аварийное давление (Pressure, Maximum Allowable Incidental, MAIP): Максимальное давление, при котором трубопроводная система должна работать в ходе аварийной (т.е. кратковременной) эксплуатации.
Примечание - Максимальное допустимое аварийное давление определяется как максимальное аварийное давление за вычетом положительного допуска системы защиты от превышения давления.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.81 максимальное допустимое рабочее давление (Pressure, Maximum Allowable Operating, MAOP): Максимальное давление, при котором трубопроводная система должна работать в режиме нормальной эксплуатации.
Примечание - Максимальное допустимое рабочее давление определяется как расчетное давление за вычетом положительного допуска системы регулировки давления.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.82 испытательное заводское давление (pressure, mill test): Давление, при котором испытываются отдельные трубы и соединительные детали после завершения их изготовления в соответствии с положениями 8.2.2.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.83 давление распространения лавинного смятия (pressure, propagating): Минимальное давление, требующееся для того, чтобы лавинное смятие продолжало распространяться.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.84 давление отключения (pressure, shut-in): Максимальное давление, которое может быть достигнуто в устье скважины в течение времени закрытия запорной арматуры, располагающейся ближе всех к устью скважины (отключение устья скважины).
Примечание - При этом подразумевается, что должны учитываться переходные режимы давления вследствие закрытия запорной арматуры.
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.85 испытательное давление системы (pressure, system test): Внутреннее давление в трубопроводе или участке трубопровода в ходе испытаний по завершению работ по монтажу, подаваемое для испытания трубопроводной системы на герметичность (обычно проводится как гидростатическое испытание).
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
3.86 испытательное давление (pressure, test:): См. «испытательное давление системы».
Источник: ГОСТ Р 54382-2011: Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования оригинал документа
Англо-русский словарь нормативно-технической терминологии > pressure
4 deformation zone
очаг деформации
Участок деформируемого валками металла. Геометрический очаг деформации включает объем металла между поверхностями контакта металла с валками, плоскостями входа и выхода и боковыми поверхностями полосы. Фактический очаг деформации больше геометрического, т.к. включает и внеконтактные (внешние) зоны, где деформация постепенно затухает. Геометрическими параметрами очага деформации являются обжатие, уширение, дуга и угол захвата. По скоростным условиям в очаге деформации в общем случае выделяют три зоны: отставания со стороны входа, где скорость продольного перемещаемого металла превышает горизонтальную составляющую окружной скорости валков, зону прилипания, в которой эти скорости одинаковы и отсутствует скольжение между металлом и валком, и зону опережения, где металл опережает валок.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > deformation zone
5 cross rolling
поперечная прокатка
Прокатка металла, пластин или плит, так что направление прокатки составляет 90° от направления предшествующей прокатки.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
прокатка поперечно-винтовая
Прокатка, при которой раскат имеет вращательно-поступательное движение и его поступательная скорость меньше окружной; при этом в любой точке контактной поверхности угол между вектором скорости поверхности валков и осевой составляющей вектора скорости металла может быть в пределах 0-45°. Поперечно-винтовая прокатка применяется для изготовления тел вращения — труб, шаров, заготовок осей, валов, колец и др. Наибольшее промышленное применение поперечно-винтовая прокатка нашла при производстве бесшовных труб: для прошивки заготовок в гильзы, раскатки гильз и обкатки труб. Деформация металла осуществляется валками разной формы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > cross rolling
6 angle of contact
1) Военный термин: угол соприкосновения2) Техника: угол касания, угол охвата, угол обхвата (шкива ремнём)3) Строительство: прилежащий угол4) Железнодорожный термин: угол прилегания-angle5) Автомобильный термин: длина зацепления в угловых мерах, дуга зацепления, угол прилегания (напр. внутренней тормозной колодки к барабану), угол охвата (ремня), угол прилегания (тормозной колодки), угол обхвата (шкива ремнём, звёздочки цепью)6) Горное дело: угол обхвата (шкива каната)7) Лесоводство: угол охвата (ремня, каната)8) Металлургия: угол контакта (металла с валками)9) Физика: угол смачивания10) Нефть: краевой угол11) Механика: угол охвата (шкива ремнём)12) Автоматика: угол контакта13) Макаров: контактный угол7 mangle
['mæŋg(ə)l]1) Общая лексика: выкатывать, искажать (цитату, текст и т. п.), исказить, испортить, каландр, калечить, катать (белье), каток (для белья), кромсать, мангровые леса, мангры, отжимный каток, портить, прокатывать, рубить, коверкать (цитату, текст и т.п.), покорёжить, искорёжить, корёжить2) Ботаника: мангровое дерево (Rhizophora mangle)3) Спорт: изматывать4) Военный термин: нанести большие потери6) Строительство: вальцы для выпрямления листового металла, пресс7) Архитектура: изуродовать, искромсать, уродовать8) Металлургия: роликоправильная машина (для листов), валки для правки (листового металла)9) Полиграфия: валок для правки, валок для прикатки, прикатывать валками10) Текстиль: валок, отделочный каток, раскатывать11) Нефть: каландрировать13) Макаров: валки, вальцы, деформировать, катать белье, отжимной каток14) Табуированная лексика: женский лобок8 groove
- формообразующая полость
- риска (дефект поверхности проката черных металлов)
- подготовка кромок (под сварку)
- паз
- канавка резьбы
- канавка (записи)
- калибр (металлургия)
- делать пазы, канавки
- бороздка
бороздка
Элемент вторичной структуры ДНК - углубление между выступающими частями нуклеотидов; различают чередующиеся малую (между комплементарными основаниями, т.е. «внутрь» молекулы ДНК) и большую Б.; в плоском продольном срезе большая и малая Б. составляют шаг спирали ДНК.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
делать пазы, канавки
желобить
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
калибр
1. Толщина листа или диаметр провода. Различные стандарты произвольны и отличаются для железных и цветных сплавов.
2. Инструмент для визуального контроля, который позволяет инспектору определить, соответствуют ли размер или контур сформированной детали размерным требованиям.
3. Прибор, используемый для измерения толщины или длины.
калибр
1. Профиль отверстия, образованного смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания заданных формы и размеров сечению раската. Обычно калибр образуется двумя, реже — тремя и четырьмя валками. По форме калибры могут быть простые — прямоугольные, круглые, квадратные, ромбические, овальные, полосовые, шестиугольные, стрельчатые и фасонные — уголковые, двутавровые, швеллерные и др. По конструкции, т.е. положению линии разъема, калибры подразделяют на открытые и закрытые, по расположению на валках — открытые, закрытые, полузакрытые и диагональные. По назначению — обжимные, вытяжные, черновые, предчистовые и чистовые калибры. Основные элементы калибров — зазор между валками, выпуск калибра, разъем, бурты, закруглеиия, нейтральная линия.
2. Сменный технологический инструмент, закрепленный на рабочем валке.
3. Бесшкальный измерительный инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с калибром по вхождению или степени прилегания их поверхностей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
канавка (записи)
Ндп. бороздка
Дорожка механической записи в виде углубления, непрерывно образуемого в носителе записи при записи.
[ ГОСТ 13699-91]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
канавка резьбы
канавка
Пространство, заключенное между выступами резьбы (черт. 1 и 2).
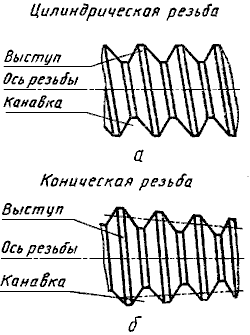
Черт.1
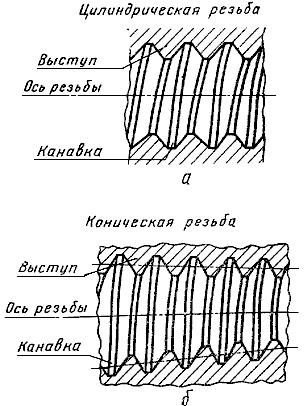
Черт. 2
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Синонимы
EN
DE
FR
паз
Гнездо продолговатой формы с параллельными боковыми поверхностями
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
подготовка кромок (под сварку)
разделка кромок (под сварку)
подготавливать кромки
разделывать кромки
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
риска
Дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла изношенной прокатной арматурой.
Примечание. Дефект не сопровождается изменением структуры и неметаллическими включениями. На последующих операциях края риски могут прикатываться.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
формообразующая полость
Ндп. канавка
формующая полость
Пространство в пресс-форме, ограниченное поверхностями формообразующих деталей, форму и размеры которых приобретает изделие, где происходит его вулканизация.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
Англо-русский словарь нормативно-технической терминологии > groove
9 rolling
- чередующийся
- укатка
- прокатное производство
- прокатка кондитерской массы
- прокатка
- накатывание
- вертикальное прокручивание
вертикальное прокручивание
Прокручивание, ограниченное направлениями вверх и вниз.
[ ГОСТ 27459-87]Тематики
EN
накатывание
Ндп. накатка
Поверхностное пластическое деформирование при качении инструмента по поверхности деформируемого материала.
[ ГОСТ 18296-72]Недопустимые, нерекомендуемые
Тематики
Обобщающие термины
EN
DE
прокатка
Процесс обработки металлов и сплавов давлением, обжатием (пластич. деформ.) между вращающимися валками прокатных станов для уменьшения сечения прокатной заготовки (слитка) и придания металлу определенной формы и геометрических размеров при заданном уровне качества проката. В зависимости от доминирования направления смещения металла относительно валков различают три основных вида прокатки: продольную, поперечную и винтовую. Прокатку ведут на прокатных станах разных типов. По температуре деформируемого металла различают прокатку горячую (выше температуры рекристаллизации, например, стали — при 1000-1300 °C, меди — при 750-850 °C, алюминия и его сплавов — при 350-400 °С, титана и его сплавов — при 950-1100 °C) и холодную (существенно ниже этой температуры). Прокатку классифицируют по виду окружающей среды (на воздухе, в вакууме, в инертной среде, в оболочке), по режиму работы прокатных станов (реверсивная, нереверсивная, непрерывная, со свободным выходом раската и т.д.), по состоянию поверхности контакта (со смазкой и без смазки), по виду выпускаемой продукции (сортовая, листовая и т.п.) и др. признакам.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
прокатка кондитерской массы
Образование из кондитерской массы пласта определенной толщины
[ ГОСТ 17481-72]Тематики
- технол. процессы в кондитерской промышл.
EN
DE
FR
прокатное производство
Изготовление изделий и полуфабрикатов из металлов и сплавов прокаткой (см. Прокатка), а также их дополнительная обработка с целью повышения качества (термическая обработка, травление, нанесение покрытий и др.). Прокатное производство организуется на металлургических (реже на машиностроит.) заводах (комбинатах) и является завершающим звеном цикла производства. В промышленно развитых странах прокатывается более 4/5 выплавленной стали. Основные виды стального проката: заготовка (квадрат., прямоуг. и круг, сечений); сортовой (круг., квадрат., прямоуг., шести- и восьмигран. сечений), фасонный (уголки, швеллеры, двутавры и др.) и листовой (горяче- и холоднокатаный) прокат, прутки (круглые и периодич. профиля) для армирования бетона, трубы, заготовки деталей машин (колеса, кольца, оси, шары и т.п.) и др.; готовые изделия (листы и полосы с Sn-, Zn-, Al-, Cr-покрытием, двух- и трехслойные листы и полосы, гнутые профили, метизы и др.) (см. также Прокат). В России стальной прокат изготавливают из конструкционных сталей низкоуглеродистых (72-73) и легированных (около 12) сталей. Прокат из цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов и сплавов изготавливают преимущественно прессованием.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
укатка
Механическое уплотнение грунта или бетона с помощью катков
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
чередующийся
изменяющийся
—
[ http://www.rfcmd.ru/glossword/1.8/index.php?a=index&d=4103]Тематики
Синонимы
EN
91. Вертикальное прокручивание
Rolling
Прокручивание, ограниченное направлениями вверх и вниз
Источник: ГОСТ 27459-87: Системы обработки информации. Машинная графика. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > rolling
10 angle of nip
1) Металлургия: угол захвата (металла валками), угол перегиба (проволоки)2) Нефть: угол захвата3) Силикатное производство: угол захвата (в дробилке)11 angle of nip
12 roll bite
2. зев валков13 pearling mill
крупорушка; машина для производства круп14 cleansing mill
15 метод быстрой закалки из расплава
Метод быстрой закалки из расплаваОхлаждение струи жидкого металла на внешней (закалка на диске) или внутренней (центробежная закалка) поверхностях вращающихся барабанов или прокатка расплава между холодными валками, изготовленными из материалов с высокой теплопроводностью. В этом методе нанокристаллическая структура создается в аморфном сплаве путем его кристаллизации. Спиннингование, т.е. получение тонких лент аморфных металлических сплавов с помощью быстрого (со скоростью не менее 106 К/с) охлаждения расплава на поверхности вращающегося диска или барабана отработано достаточно хорошо. Далее аморфная лента отжигается при контролируемой температуре для кристаллизации. Для создания нанокристаллической структуры отжиг проводится так, чтобы возникало большое число центров кристаллизации, а скорость роста кристаллов была низкой. Принципиальные схемы получения аморфных лент и проволок методом быстрого охлаждения: а) закалка на вращающемся барабане, б) экстракция расплава вращающимся барабаном, в) охлаждение тонкой струи расплава жидкостью.
Принципиальные схемы получения аморфных лент и проволок методом быстрого охлаждения: а) закалка на вращающемся барабане, б) экстракция расплава вращающимся барабаном, в) охлаждение тонкой струи расплава жидкостью.Англо-русский словарь по нанотехнологиям > метод быстрой закалки из расплава
16 rapid melt-quenching
Метод быстрой закалки из расплаваОхлаждение струи жидкого металла на внешней (закалка на диске) или внутренней (центробежная закалка) поверхностях вращающихся барабанов или прокатка расплава между холодными валками, изготовленными из материалов с высокой теплопроводностью. В этом методе нанокристаллическая структура создается в аморфном сплаве путем его кристаллизации. Спиннингование, т.е. получение тонких лент аморфных металлических сплавов с помощью быстрого (со скоростью не менее 106 К/с) охлаждения расплава на поверхности вращающегося диска или барабана отработано достаточно хорошо. Далее аморфная лента отжигается при контролируемой температуре для кристаллизации. Для создания нанокристаллической структуры отжиг проводится так, чтобы возникало большое число центров кристаллизации, а скорость роста кристаллов была низкой.Принципиальные схемы получения аморфных лент и проволок методом быстрого охлаждения: а) закалка на вращающемся барабане, б) экстракция расплава вращающимся барабаном, в) охлаждение тонкой струи расплава жидкостью.Англо-русский словарь по нанотехнологиям > rapid melt-quenching
17 angle of nip
• угол m захвата (металла валками)18 angle of bite
• угол m захвата (металла валками)19 entering angle
• угол m захвата (металла валками)20 biting
• захват m (металла валками)Страницы- 1
- 2
См. также в других словарях:
Захват металла — [biting] начальная стадия прокатки от начала контакта металла с валками до завершения заполнения металлом очага деформации. 3ахват металла в общем случае выражают соотношением углов захвата α и трения Р, где tgp = ц коэффицент трения между… … Энциклопедический словарь по металлургии
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
Прокатка — металлов, способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов (См. Прокатный стан). Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них… … Большая советская энциклопедия
прокатный стан — [(rolling) mill] комплекс машин и механизмов для пластической деформации металла в валках прокаткой. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций вспомогательными (транспортирующие рольганги … Энциклопедический словарь по металлургии
прокатный стан — В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) … Справочник технического переводчика
Очаг деформации — область между валками, в которой прокатываемый металл непосредственно соприкасается с валками. В очаге деформации происходят обжатие металла. Захват металла валками и стабильность протекания процесса прокатки обусловливаются силами трения,… … Финансовый словарь
Давление — [pressure] физическая величина, характеризующая интенсивность нормальных (перпендикулярных к поверхности) сил, с которыми одно тело действует на поверхность другого. Если силы распределены вдоль поверхности равномерно, то давление на любую часть… … Энциклопедический словарь по металлургии
давление (металлургия) — давление Физ. величина, характеризующая интенсивность нормальных (перпендикулярных к поверхности) сил, с которыми одно тело действует на поверхность другого. Если силы распределены вдоль поверхности равномерно, то давление на любую часть… … Справочник технического переводчика
очаг деформации — Участок деформируемого валками металла. Геометрический очаг деформации включает объем металла между поверхностями контакта металла с валками, плоскостями входа и выхода и боковыми поверхностями полосы. Фактический очаг деформации больше… … Справочник технического переводчика
ОЧАГ ДЕФОРМАЦИИ — [deformation zone] участок деформируемого валками металла. Геометрический очаг деформации включает объем металла между поверхностями контакта металла с валками, плоскостями входа и выхода и боковыми поверхностями полосы. Фактический очаг… … Металлургический словарь
очаг деформации — [deformation zone] участок полосы, одновремено деформируемый валками. Геометрический очаг деформации включает объем металла между поверхностями контакта металла с валками, плоскостями входа и выхода и боковыми поверхностями полосы. Фактический… … Энциклопедический словарь по металлургии
Перевод: с английского на все языки
со всех языков на английский- Со всех языков на:
- Английский
- С английского на:
- Русский
(металла с валками)
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.